Worried about component failure1? Tiny amounts of moisture can destroy expensive ICs during soldering. This is a common and costly problem that many manufacturers face without even realizing it.
MSL, or Moisture Sensitivity Level2, is a standard that tells you how to properly handle and store moisture-sensitive components. Following these guidelines prevents damage like micro-cracking3 and 'popcorning4' during the reflow soldering5 process, ensuring your production runs smoothly and reliably.

Understanding what MSL means on a label is just the first step. The real question is what happens if you do not pay attention to it. The consequences can be severe and expensive, affecting your entire production line6. Let us explore why this is so critical for every manufacturer.
What happens if you ignore MSL ratings?
Ever had a batch of boards fail for no clear reason? Ignoring the MSL rating could be the culprit, leading to hidden damage and expensive rework that halts your production.
Ignoring MSL ratings leads to 'popcorning4.' Trapped moisture inside the IC turns to steam during reflow soldering5. This steam expands rapidly and cracks the component from the inside out. This causes immediate or latent failures that are very hard to detect.
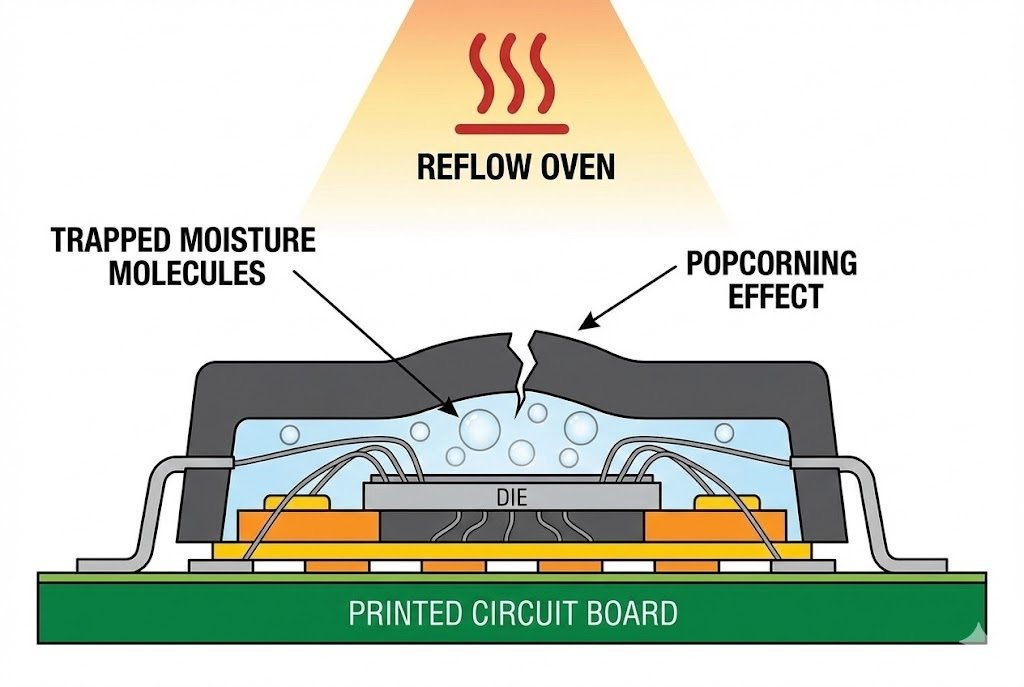
The 'popcorning4' effect is a real disaster for production. The process happens in seconds. When a component with too much internal moisture goes through the high temperatures of a reflow oven, the trapped water turns into steam. The pressure builds up incredibly fast. It has nowhere to go, so it forces its way out. This can cause tiny, invisible micro-cracks in the component's package, delaminate the internal layers, or even break the bond wires. I remember a client who faced a huge production halt. They bought some MCUs7 from an untrusted channel. The parts looked fine, but their failure rate after assembly was over 30%. The issue was traced back to improper storage. The components had absorbed too much moisture, and a large portion 'popcorned' during reflow. It was a costly lesson in the importance of MSL.
Types of Damage from Ignoring MSL
| Failure Type | Description | When It's Detected |
|---|---|---|
| Immediate Failure | The component is visibly cracked or fails testing right after assembly. This is the "best" worst-case scenario. | During In-Circuit Testing (ICT) or final functional testing. |
| Latent Failure | The component passes initial tests but has internal micro-cracks. It fails unpredictably weeks or months later in the field. | After the product has been shipped to the end customer. |
How are the different MSL levels defined?
Do you see MSL 3 or MSL 5a on a label and feel confused? These numbers are not random. They are part of a critical standard you need to know for your production quality.
MSL levels are defined by the IPC/JEDEC J-STD-0208 standard. They range from MSL 1 (not sensitive) to MSL 6 (extremely sensitive, must be baked before use). Each level specifies the 'floor life9'—how long a component can be exposed before it needs baking.
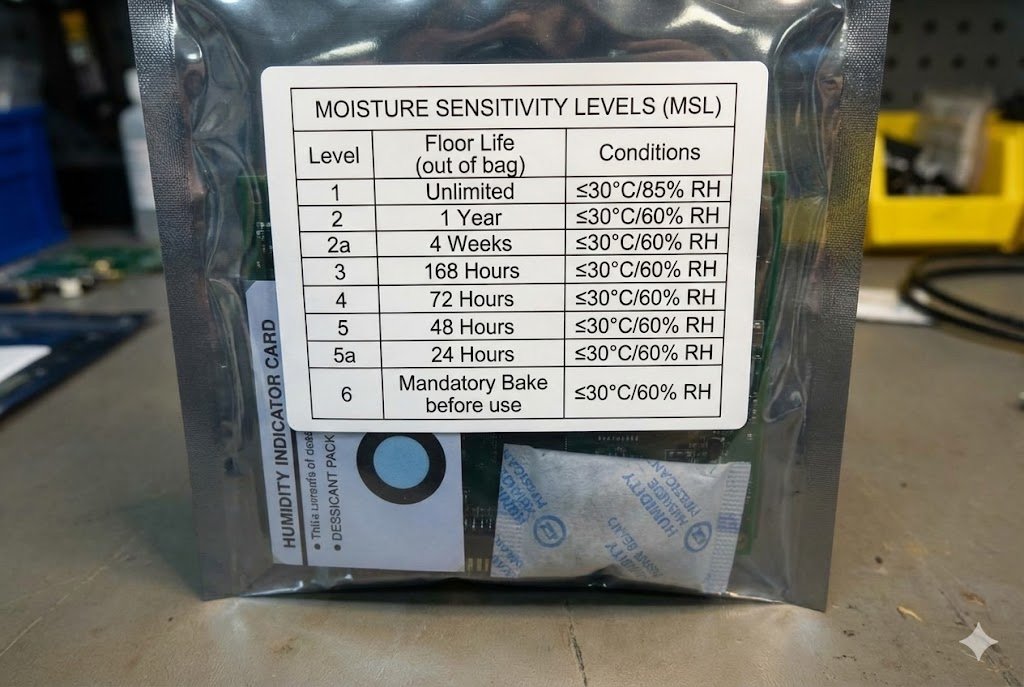
The standard gives manufacturers a clear and universal way to communicate how sensitive their components are. As a buyer or engineer, you must understand this language. The floor life9 is the most important part. It is the time a component can be outside of its protective Moisture Barrier Bag10 (MBB) in a standard factory environment (typically ≤30°C and 60% relative humidity) before it needs to be baked. As you can see from the table below, the difference between MSL 2 and MSL 4 is huge. An MSL 2 part gives you a year, while an MSL 4 part gives you only 72 hours. This is why identifying the MSL on the package label is the first thing a good receiving department must do. It dictates the entire handling and storage process.
MSL Classification Table
| MSL Level | Floor Life (Time out of bag) | Storage Conditions |
|---|---|---|
| MSL 1 | Unlimited | ≤30°C / 85% RH |
| MSL 2 | 1 Year | ≤30°C / 60% RH |
| MSL 2a | 4 Weeks | ≤30°C / 60% RH |
| MSL 3 | 168 Hours (7 days) | ≤30°C / 60% RH |
| MSL 4 | 72 Hours (3 days) | ≤30°C / 60% RH |
| MSL 5 | 48 Hours (2 days) | ≤30°C / 60% RH |
| MSL 5a | 24 Hours (1 day) | ≤30°C / 60% RH |
| MSL 6 | Mandatory bake before use | Must be baked before reflow |
What are the best practices for handling moisture-sensitive devices?
Your components have arrived. Are you sure your team is handling them correctly? Simple mistakes in storage or handling can ruin perfectly good parts before they even reach the assembly line.
Proper handling involves three key steps. First, inspect the Moisture Barrier Bag10 (MBB) and Humidity Indicator Card11 (HIC) upon arrival. Second, store components in a controlled environment. Third, bake components if they have exceeded their floor life9.

Following a strict process is not about adding bureaucracy. It is about protecting your investment and ensuring product quality. A single mistake can lead to a chain reaction of problems. Let's break down the practical steps every factory should implement.
Step 1: Receiving and Inspection
When a shipment of sensitive components arrives, your team should immediately check two things. First, is the Moisture Barrier Bag10 (MBB) sealed and undamaged? Any puncture or tear compromises its effectiveness. Second, check the Humidity Indicator Card11 (HIC) inside the bag. This card has several dots that change color based on the humidity level they have been exposed to. If the critical indicator dot (e.g., the 10% dot) has changed color, it means the components have been exposed to moisture and may need to be baked before use, even if the floor life9 has not started.
Step 2: Storage and Floor Life Management
Once a bag is opened, the floor life9 clock starts ticking. If you are not using all the components at once, you must take action. The remaining parts should be stored in a dry cabinet that maintains very low relative humidity, typically less than 5% RH. If you do not have a dry cabinet, you can reseal the parts in a new MBB with fresh desiccant12. Most importantly, you must track the floor life9. Your production team needs to know exactly how much time a component has been exposed. This can be done with a logbook or, ideally, through your manufacturing execution system (MES).
Step 3: The Baking Process
Baking is a recovery process used to safely remove moisture from components that have exceeded their floor life9 or were exposed to humidity. It is a controlled heating process that "resets" the floor life9 clock. The exact temperature and duration for baking depend on the component's MSL and package type. You must always check the manufacturer's datasheet for the correct baking instructions. A common but general practice might be baking at 125°C for 24 hours, but this is not a universal rule. Using the wrong temperature or time can damage the components, so following the official guidelines is essential.
How does a sourcing partner13 help manage MSL risks?
Managing MSL for every single component is a huge task. It adds complexity and risk to your supply chain, especially when you are sourcing parts from many different vendors globally.
A professional sourcing partner13 like NexCir manages MSL risks for you. We ensure components are sourced from qualified suppliers who follow proper handling procedures. We also perform incoming inspections14 and use secure packaging so the parts you receive are dry and ready for production.

We are not just traders who move boxes from one place to another. We are a sourcing partner13. This means we take responsibility for these critical details so you do not have to. Our entire process is built to protect the integrity of the components we deliver.
Vetting Our Supply Chain
It all starts with our suppliers. We only work with a network of verified and trusted suppliers who we know have strict quality control15 and MSL handling procedures in place. We do not source from questionable brokers or open-market channels where storage history is unknown. This first step eliminates a huge amount of risk from the very beginning.
Rigorous Incoming Quality Control (IQC)
When parts arrive at our facility, they do not just sit on a shelf. Our quality assurance team inspects every incoming shipment. We check that the MBB is properly sealed. We verify the HIC to ensure there has been no moisture exposure. We confirm the labels and part numbers match exactly. This step is non-negotiable for us and acts as a critical firewall.
A Personal Experience
Just last month, we sourced some high-value FPGAs for a client in the industrial sector. Our IQC team flagged an issue during inspection: the HIC card indicated exposure to humidity. The supplier insisted the parts were fine. We did not take that chance. We immediately stopped the shipment, rejected the batch, and sourced new, verified parts from another trusted channel. The client avoided a potential production disaster that could have cost them tens of thousands of dollars. This is the value we provide beyond just finding parts. We protect your production line6.
Conclusion
MSL is not just a label. It is a critical factor for product reliability. Proper handling prevents costly failures, and a trusted sourcing partner13 ensures it is managed correctly for you.
Understanding failure causes can help in improving product reliability. ↩
Understanding MSL is crucial for handling sensitive components and preventing costly failures. ↩
Learn about micro-cracking to avoid hidden damages in your production process. ↩
Discover how popcorning can ruin components and how to prevent it. ↩
Gain insights into reflow soldering to enhance your assembly process. ↩
Discover strategies to maintain efficiency and prevent costly disruptions. ↩
Explore the significance of MCUs in modern electronic applications. ↩
Explore this standard to understand MSL levels and their implications. ↩
Understanding floor life helps in managing component storage effectively. ↩
Learn about MBBs to ensure proper storage of sensitive components. ↩
Discover how HICs help monitor moisture exposure in components. ↩
Understand how desiccants help maintain low humidity for sensitive components. ↩
Explore the benefits of having a sourcing partner to mitigate MSL risks. ↩
Learn about effective inspection practices to ensure component quality. ↩
Learn about quality control to enhance reliability in your production. ↩